%20--%3e%3csvg%20version='1.1'%20id='图层_1'%20xmlns='http://www.w3.org/2000/svg'%20xmlns:xlink='http://www.w3.org/1999/xlink'%20x='0px'%20y='0px'%20viewBox='0%200%20289.2%2071.5'%20style='enable-background:new%200%200%20289.2%2071.5;'%20xml:space='preserve'%3e%3cstyle%20type='text/css'%3e%20.st0{fill-rule:evenodd;clip-rule:evenodd;fill:%23B81C22;}%20.st1{fill:%23B81C22;}%20%3c/style%3e%3cg%3e%3cpath%20class='st0'%20d='M286.5,2.7c-0.2-0.5-0.7-1-1.6-1c-4.1,0-9.1,0-9.1,0c-2.9,0-6.1,3.1-6.1,3.1c0,0-13,14.6-21.8,23.4l-1,1%20l2.3-18.7c0.3-2.2-0.4-4.5-1.9-6.1c-1.5-1.7-3.6-2.7-5.9-2.7h-2.8c-1,0-1.8,0.7-1.9,1.7l-8.3,65.1c-0.1,0.5,0.1,1.1,0.5,1.5%20c0.4,0.4,0.9,0.7,1.4,0.7h3c4.8,0,8.8-3.5,9.4-8.3l1.8-14.2l6.6-6.6l0.3,0.5c3.5,5.3,16.2,24.4,16.9,25.6c0.4,0.4,1.9,3.1,6.2,3.1%20l8.6-0.1c0.8,0,1.4-0.4,1.7-1.1c0.3-0.7,0.3-1.4-0.1-2.1l-22.1-32.5c-1.2-1.7-1-4,0.5-5.5l23.1-24.8C286.7,3.9,286.7,3.2,286.5,2.7%20'/%3e%3cpath%20class='st0'%20d='M174.4,14.3C174.4,14.3,174.4,14.2,174.4,14.3L176,4c0.1-0.7-0.1-1.3-0.5-1.8c-0.4-0.5-1.1-0.8-1.8-0.8h-50.4%20c-1.5,0-3,1.2-3.2,2.7l-1.3,10.2h21.1l-7.1,56.2l13.1,0c0.1,0,0.1-0.1,0.1-0.1l7.4-56.2H174.4z'/%3e%3cpath%20class='st0'%20d='M13,1.4h-2.6c-0.9,0-1.8,0.8-1.9,1.7L0.8,64.4c-0.2,1.6,0.2,3,1.2,4.1c1,1.1,2.5,1.8,4.1,1.8h39.7%20c1.3,0,2.4-1,2.6-2.3c0.4-3-0.4-5.8-2.3-7.9c-1.9-2.1-4.6-3.3-7.6-3.3H23.7c-1.6,0-3.1-0.7-4.1-1.9c-1.1-1.2-1.5-2.8-1.3-4.3%20L23,12.7c0.4-3-0.4-5.8-2.3-8C18.8,2.6,16.1,1.4,13,1.4'/%3e%3cpath%20class='st0'%20d='M223,40.3c0.3,0,0.5-0.2,0.6-0.5l1.1-8.4c0-0.1,0-0.2-0.1-0.3c-0.1-0.1-0.1-0.1-0.3-0.1h-8%20c-0.3,0-0.5,0.2-0.6,0.5l-1.1,8.4c0,0.1,0,0.2,0.1,0.3c0.1,0.1,0.1,0.1,0.3,0.1H223z'/%3e%3cpath%20class='st0'%20d='M229,1.4h-35.4c-6.9,0-13.1,5.5-14,12.3L174,58c-0.4,3.3,0.5,6.4,2.6,8.7c2,2.3,4.9,3.6,8.2,3.6h35.8l0.5-5%20c0.2-2.1-0.5-4.1-1.9-5.7c-1.4-1.5-3.4-2.4-5.5-2.4l-17.2,0c-2.2,0-4.2-0.9-5.6-2.5c-1.4-1.6-2-3.7-1.8-6c0.6-4.5,4.7-8.3,9.3-8.3%20l11.5,0c0.3,0,0.6-0.2,0.6-0.5l1-8.3c0-0.1,0-0.2-0.1-0.3c-0.1-0.1-0.2-0.1-0.3-0.1l-11.6,0h0c-3.2,0-5.5-1.3-6.6-3.6%20c-1.3-2.8-1.1-6,0.6-8.6c1.8-2.8,4.8-4.5,8-4.5h18.1c4.5,0,8.3-3.3,8.8-7.8L229,1.4z'/%3e%3cpath%20class='st1'%20d='M112.3,9.9c-1.5-2.9-3.8-5.1-7-6.5c-3.1-1.4-7.4-2.1-12.8-2.1l-25.4,0h0c-2.5,0-4.8,2-5.1,4.5l-7.3,57.9%20c-0.2,1.8,0.3,3.4,1.4,4.7c1.1,1.3,2.7,1.9,4.5,1.9h23.5c4.5,0,8.4-0.4,11.6-1.2c3.2-0.8,6-1.9,8.3-3.5c2.3-1.5,4.4-3.8,6.2-6.6%20c1.8-2.8,2.9-5.9,3.3-9.1c0.5-4.1-0.2-7.6-2.2-10.6c-1.6-2.4-3.9-4.3-7-5.6l-0.9-0.4l0.9-0.5c2.5-1.4,4.6-3.2,6.1-5.3%20c2-2.7,3.2-5.5,3.6-8.5C114.4,15.9,113.8,12.8,112.3,9.9%20M101.5,21.7c-0.5,4-4,7.1-7.9,7.2H78.4l-0.2,1.3c-0.3,2.7,0.4,5.2,2.1,7.1%20c1.7,1.9,4.1,2.9,6.8,2.9h3.4c0.6,0,1.2,0.1,1.7,0.2c0.3,0,0.6,0.1,0.8,0.2l0,0.5l0.1-0.5c3.5,1.1,5.5,4.4,5.1,8.2%20c-0.6,4.6-4.8,8.4-9.5,8.4H71.4c-0.6,0-1.2-0.3-1.6-0.7c-0.4-0.5-0.6-1-0.5-1.6l4.9-38.6c0.1-1.1,1-1.8,2.1-1.8h0%20c15.3,0,18.2,0,18.8,0l0,0c1.9,0,3.7,0.8,4.9,2.1C101.2,17.9,101.7,19.7,101.5,21.7'/%3e%3c/g%3e%3c/svg%3e)
在紫外激光精密加工、半导体光刻以及高端科研等领域,激光束的品质对最终效果的影响更为显著。为实现理想的加工效果,通常需要对其进行整形以形成具有均匀能量分布的平顶光束。衍射光学元件(DOE)就是实现光束匀化的关键器件之一。
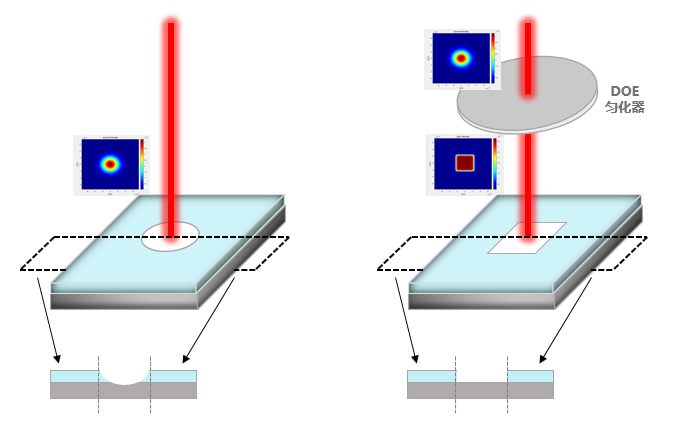 图1 加入聚合物匀化DOE前后切割对比示意图
图1 加入聚合物匀化DOE前后切割对比示意图
其原理为通过点对点映射的结构,将高斯分布的入射光场重构为平顶分布实现能量的均匀化。然而,这种设计对输入条件具有极高敏感性,尤其在入射光斑直径与入射波前的平面波准直性方面。具体要求如下:
1、光斑直径公差:通常要求入射光斑直径不能超过设计误差的5%,例如,一款设计入射光斑为6mm的DOE,实际入射光斑需保持在5.7mm至6.3mm之间,超出此范围将导致匀化效果显著劣化。
2、波前准直度要求:为保障DOE的匀化效果,入射光束应接近理想平面波,其波前畸变通常要求小于 λ/6。同时,光束质量因子 M²小于1.3。
通常情况下,紫外激光器直接输出的光斑较小(例如LBPS-355-10W光斑直径为1.5±0.2 mm),无法达到DOE对入射光斑的要求。因此,需要使用扩束镜对原始光斑进行尺度变换。
 图2 激光扩束镜效果示意图
图2 激光扩束镜效果示意图
在对扩束镜选型时,优先选择透射波前差 PV<λ/6 的变倍扩束镜。该类扩束镜可实现连续、精准的倍率调节以及能将波前误差控制在 λ/6 以内,同时配备独立的发散角调节环,可对光路离焦进行精细补偿。
扩束镜的这些性能源于其基于几何光学与波动光学的精密设计原理。从几何光学角度出发,核心为通过多焦距透镜组合实现光束直径与发散角的精准调节。以开普勒式扩束镜为例,入射准直光束先通过正焦距输入透镜聚焦于镜内两点间,再由正焦距输出透镜重新准直并扩束输出,从而增大光束直径、减小发散角,其扩束倍率M满足:

其中f1和f2分别为输入与输出透镜的焦距。由此可见,扩束镜的几何光学功能在于实现光斑放大与发散角压缩的耦合控制。
从波动光学的视角来看,光在传播过程中会受到衍射效应的影响,即使在无像差的理想条件下,也会出现一些自发发散现象。根据高斯光束传输理论,远场发散角θ与束腰半径ω0之间存在如下关系:

其中λ为光的波长。由此可知当扩束镜将光束直径扩大时,根据衍射导致的光束发散公式在波长不变的情况下,束腰半径ω0增大,远场发散角θ会减小,进而实现对光束发散角的有效控制,使光束在传播过程中更加准直。
通常情况下,针对紫外激光器,由于液晶对于紫外光吸收太大,因此只能用基于紫外熔融石英材质制成的匀化DOE对紫外光进行匀化。
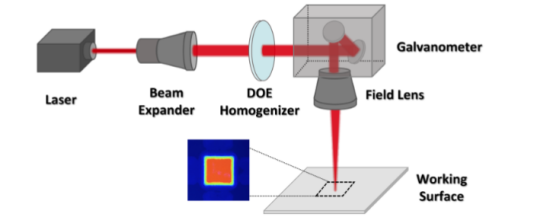 图3 激光匀化光路示意图
图3 激光匀化光路示意图
以上述光路为例,在调节变倍扩束镜时,先粗调倍率,旋转倍率调节环,将输出光斑直径调整至DOE设计值附近,再精调发散角,固定倍率,微调发散角调节环,改变输出光束的准直状态。此过程需在远场观察光斑大小,直至找到光束最平行的点。(点击查看:变倍扩束镜的核心参数及使用方法)此处调节倍率是为了入射光斑直径符合DOE的入射要求,调节扩束镜的发散环,通过减小其出射光束的发散角,优化入射至DOE的波前准直性,进而提升焦平面光场的匀化质量。
在调节过程中,当入射到DOE的光斑偏小时,会呈现中心亮边缘暗的强度分布;光斑偏大时,呈现中心暗边缘亮的强度分布。以此作为参考,可以更快捷地实现调节目标。
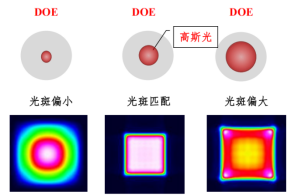
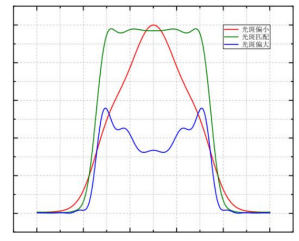 图4 不同光斑下DOE效果示意图
图4 不同光斑下DOE效果示意图
综上所述,变倍扩束镜在激光整形与匀化系统中具有不可替代的作用,通过对光斑尺寸、发散角及波前像差的精确控制保证了输出光场的匀化程度,为紫外激光在加工、光刻、3D打印等应用领域提供了高质量光束的基础,显著提升了整个系统的加工精度与运行稳定性。